
Modern reverse osmosis (RO) designs are beginning to approximate the city water works in quality and reliability. Though water costs do not approach the city’s, they are quite reasonable, given the portability and scale.
For live-aboard sailors needing a regular supply of water, a watermaker can be a great convenience, and freedom from lugging water jugs. It can also provide water more sanitary than areas depending on water catchments for supply (most Pacific islands). For areas in which water is scarce and dearly priced, when available at all, such as the Mediterranean and parts of the Caribbean, a watermaker can mean averting a crisis.
Before choosing a particular unit, some factors to consider are cost (initial plus consumables), reliability, power requirements, water output, cost of operation per gallon, space required for installation, noise, ease of use, ease of maintenance, guarantee, and availability of spare parts around the world.
 |
|
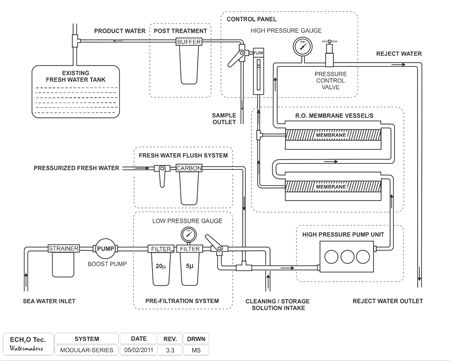
A schematic of a component setup. Courtesy EchoTech |
Reverse osmosis process
The theory of reverse osmosis is simply that pure water can be isolated from salt water by putting the salt water under high pressure on one side of a semi-permeable membrane and forcing pure water through the membrane while leaving the dissolved salts on the supply side of the membrane.
The supply water, intake seawater, must be pressurized to about 100 psi for this separation to occur. This is the source of energy consumption for RO systems. Thus the high pressure pump is also the heart of the system. Pump design for reliability and maintainability are of primary concern when evaluating a system. While RO membranes are long lasting and normally only sensitive to very large particulates, chlorine and stagnant seawater are known membrane killers. By contrast, the tight plunger seals of the high-pressure pumps require more protection. Hence fine pre-filtration of the seawater is required for longevity of the pump’s plunger seals. Fortunately, high-quality, low-cost filtration elements are readily available.
The accompanying diagram shows a typical desalination system found on a sailboat. At the inlet, water is first passed through a sea strainer, then through a low-pressure feed pump to supply the system. The system then uses progressively finer filters to remove solid particulates; 20 micron followed by 5 micron. Then the water passes through the high-pressure pump in preparation for the membrane. Only a small percentage of the water passes through the membrane as pure water; the remainder flushes through the system to carry away dissolved salts, fine particulates, algae, bacteria, and other organic material. A good volume of feed water washing through inside the membrane element is necessary to keep the membrane from fouling.
Some systems use complex water processing to recycle part of the energy normally released with the brine to pressurize the incoming feed water. These systems are up to 40 percent more efficient, but at the cost of complexity, maintenance and higher system price.
Supply feed water filters
The supply feed filters are an inexpensive consumable item. One set of good quality (six feet squared) standard size pleated polyester filters ($10 each) will last about 60 running hours and can be washed and reused several times. With a properly designed and sized desalination system, this provides four-plus months pre-filtration. The output per set of filters will be, depending on the feed water condition, about 3,840 gallons.
Sadly, many problems with watermakers unnecessarily stem from inadequate maintenance of the feed water filters. With such simple cleaning, and inexpensive replacement, such problems are easily avoided.
Reverse osmosis watermakers are not a recent invention. A great way to gain awareness of issues is cruiser’s bulletin boards. Other voyagers’ experiences with breakdowns, parts failures, and design flaws can be a great (low cost) way to gain awareness of issues to avoid.
Rock solid reliability is a highly desired feature of all boating products. One aspect of desalination systems that occurs prominently in bulletin boards is energy recovery systems. The trade off is energy consumption versus reliability. For instance, one popular recycling system produces 1.4 gal/Ah, while one of the most power efficient conventional DC systems produces 2.3 gal/Ah — 38 percent more efficient without recycling. Is the energy efficiency worth the complexity and increased parts count? At first glance, energy efficiency is always critical on board. However, after a deeper look at power generation and battery recharging, a different answer emerges.
During the three phases of battery charging, batteries have a varying charge acceptance rate (CAR). At the start of the absorption phase, the battery is roughly 75 to 80 percent charged, and charging current begins to fall off precipitously. By the time the battery enters the float phase, (90 percent recharged) the charging current falls to a small percentage of that in the bulk phase (charging system max). This final 10 percent is critical to battery longevity, and omitting it results in battery sulfation. Clearly, during this time the full power generated by the charging system is not used for charging! It is, however, available to other loads; such as refrigeration, water generation, and heating hot water — so-called diversion loads.
Common practice among voyagers is to discharge to a level not less than 50 percent of capacity and charge not more than to 80 to 90 percent of capacity in order to save costly generator or engine running times. The motivation of this practice is to keep the battery in the high CAR areas of charging: bulk and acceptance phases. However, after a few minutes of maximum bulk charging, all regulators reduce the charging current below the maximum available to regulate the cell voltage; thus, excess capacity is available for other loads, like the watermaker. This is the ideal time to generate water; using power otherwise wasted. The battery charging current can be monitored throughout charging. Once the charging current falls below maximum current, less than 20 A, a 20 A load can be operated without impacting the battery’s charging. A windfall benefit of using this surplus power is that watermaker power consumption must no longer be strictly minimized. It is utilizing power that would be otherwise wasted — without draining the battery. By using this surplus power, we are free to optimize reliability.
Improving water quality
In addition to recovering surplus energy, minimizing required water consumption is another lower tech approach to minimizing energy consumption. Desalinated seawater is acidic and very soft. It therefore has the disadvantage of requiring up to double the amount to rinse laundry, dishes and soap when showering. Some manufacturers supply a post-treatment system as a standard feature that adds a slight amount of minerals and adjusts pH to a neutral value. This also achieves a superior taste and greatly reduces corrosion of metal tanks, water heaters and fittings.
|
|
|
Larger vessels can make use of a combined unit. Courtesy HRO |

Regular maintenance
Early watermakers required continual operation. This requirement stemmed from the omission of freshwater flushing capability, thus requiring the watermaker to either run daily, or to utilize chemical treatment for storage. Start-up times were long and product water was wasted as micro organisms and plankton that disintegrated during long shut-off periods were flushed from the system.
In contrast, modern watermakers are equipped with freshwater flushing capability, and can run as seldom as once per week without harm to the membrane element(s). The small amount of freshwater used for replacing the seawater in the elements is well invested, as much less product water will have to be purged on each start up until the product is fit for consumption and odor-free. Manual freshwater flush systems also allow for back flushing the pre-filter(s), a very useful feature for extended storage times.
Automated product diverters
In commercial high-volume, high-duty-cycle water plants, a salinity probe monitors the product water quality by sampling conductivity. There is no method for sensing odor. This is not an issue for high-volume, continuous-operation commercial systems for which the automation was developed. Such systems rarely have start-up issues since they are essentially continuously operated.
For onboard RO systems equipped with an automatic diverter, each start up causes a finite amount of malodorous product water to enter the tank. For onboard, short duty cycle watermaker systems, the percentage of malodorous start-up product is much higher that its commercial counterpart. Hence this particular automation technology is less suited for onboard RO systems. The safest and most reliable method for monitoring onboard water quality is human smell and taste. When the water smells and tastes fine; that is the time to manually divert the water into the tank.
Membrane maintenance
An inescapable degradation mechanism of membranes is fouling. Fouling is caused by several sources, basically mineral or biological in nature. Scale is the result of mineral fouling; bio-film is the slick slimy coating on wetted surfaces caused by microbes. This bio-film forms both the habitat and the food source for many other bacteria and scale forming compounds. The simplest and most effective maintenance policy is simply to freshwater flush the membrane after each use.
Over time, each membrane will eventually become fouled. Symptoms include higher than normal water pressure, and lower-output product flow rates. The membrane then requires cleaning with chemicals. This typically occurs on two-year intervals over the membrane’s five- to 10-year life expectancy. Cleaning is accomplished by cycling alkaline or acidic chemicals through the membrane cylinder, as per the manufacturer’s directions. Membrane quality performance can be monitored by a salinity meter. A drop of 15 percent in output indicates the need for cleaning. However, low-salt rejection or low product quality cannot be restored by cleaning. If the quality is low (450 ppm total dissolved solids or higher), the optimal approach is to accept decreased output until the membrane element can be exchanged. In this case, cleaning will increase the salinity to a level too high for consumption. However, product quality normally remains high unless chlorinated water was flushed through the membrane; as the element clogs, less minerals can pass.
Pickling a membrane
What about extended absences? The membrane cannot be left dry or with standing salt water. The solution is to freshwater flush the membrane, and leave the system filled with biocide. This is customarily accomplished by infusing a 1-percent solution of the food preservative sodium metabisulfite (E223). Except for some recovery watermakers that demand proprietary chemicals, this treatment is adequate for storage for up to one year. To reactivate a membrane, the unit is simply purged by operating for about 30 minutes. After passing the high-technology odor and taste tests, the product water may be used as before.
———
Mark Nave is an ASA-certified sailing instructor based in Florida. This article was excerpted from his upcoming book, Selecting & Outfitting an Offshore Cruising Yacht.